 (2)
(2)
 (0)
(0)
 收藏
收藏

日本福岛核电站事故,想必大家印象深刻。由于丧失了各种电源,福岛核电站整个系统无法运行,原先设定的自我保护装置也不能启动了。因此,核电站更需要一种先进的“非动能”装置,即在不需要外界电源的情况下,也能启动一系列的自我保护。
第三代非能动核电设备采用“非能动”技术,是当今最安全、最先进的第三代核电堆型,较之二代核电有着更高安全性和更长使用年限。高可靠、高安全和长寿命的服役要求,对第三代核电装备的厚壁容器热制造质量提出了严苛要求,包括锻造、热处理、焊接在内的热制造技术是核电装备厚壁容器制造中的共性和关键技术。
面对国家核电发展战略和行业的迫切需求,在国家科技重大专项、上海市高新技术产业化重大项目、上海市产学研合作计划等项目的支持下,上海电机学院、上海电气上重铸锻有限公司和上海电气核电设备有限公司组成“产学研用”联合攻关小组,针对核电装备关键部件的厚壁容器制造重点和难点,围绕“锻造成形、热处理成性、焊接成体”三个方面的热制造技术开展创新研发。
历经多年的艰苦努力,联合攻关小组突破国外技术壁垒,形成了具有自主知识产权的核电装备高品质热制造技术,推进了工程应用。目前,该技术荣获2020年度上海科技进步二等奖。项目获得授权发明专利15项,形成标准4部。技术达到国际先进水平,打破国外技术封锁完全取代进口。
【一大难点:锻造成型】
第三代核电堆型,较之二代核电有着更高安全性和更长使用年限。其中,反应堆压力容器是核电站核岛中的心脏设备,主要作用是固定和包容堆芯及堆内构件,是防止放射性物质外逸的第二道屏障之一;而蒸汽发生器是在核蒸汽供应系统中最为关键的设备之一,其功能是将反应堆载热剂所产生的热量传递给二回路,在带有放射性的一回路系统与不带放射性的二回路系统之间起到阻隔的作用。
众所周知,奥氏体不锈钢可锻温度区间窄,可锻性很差,变形抗力大,容易出现锻造裂纹,这对晶粒度和锻造过程中裂纹控制有严格的要求。经过多次反复实验,联合攻关小组掌握了锻造温度、压下量等参数对锻造过程中钢锭内部缩孔、疏松压实的影响规律,开发满足要求的锻造工艺。
这一技术创新已在实践中得到运用。
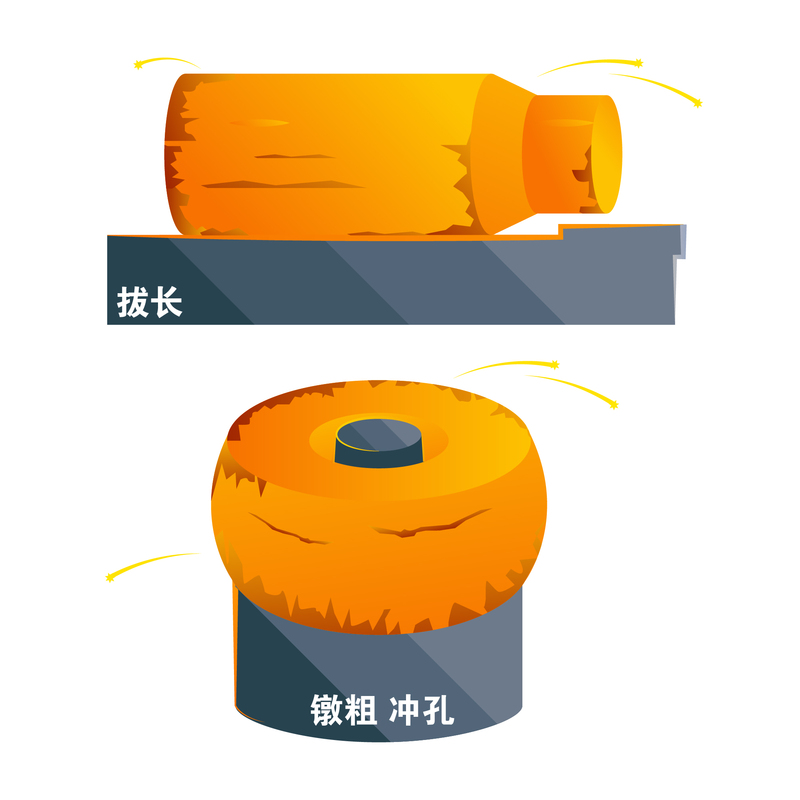
厚壁变截面空心筒体的实际锻造过程一。
华龙一号压力容器的锻件,其钢锭吨位从48吨的出口接管至439吨的容器法兰-接管段筒体,其中容器法兰-接管段筒体锻件采用460吨级特大钢锭制造,属于大直径变截面厚壁筒体锻件,其中最大直径5230毫米,最大壁厚630毫米,也是制造难度最大的锻件。
为此,联合攻关小组开发了厚壁变截面空心大直径筒体锻造成形工艺,掌握了变截面空心筒体锻件在锻件扩孔锻造时金属流动规律,通过设计专用工装、压下量、旋转角度实现了变截面空心筒体锻造成形,攻克了厚壁锻件材料的组织、结构与性能一体化控制技术。
针对变截面空心大直径筒体锻件复杂形状特点,项目组开发了变截面空心大直径筒体锻造成形技术。根据产品形状特点和截面的台阶差,设计专用的锻造工装,通过压下量、旋转角度来控制金属流动方向,根据变截面台阶差的变化及时更换工装,获得满足锻件尺寸、形状、组织与性能的产品。
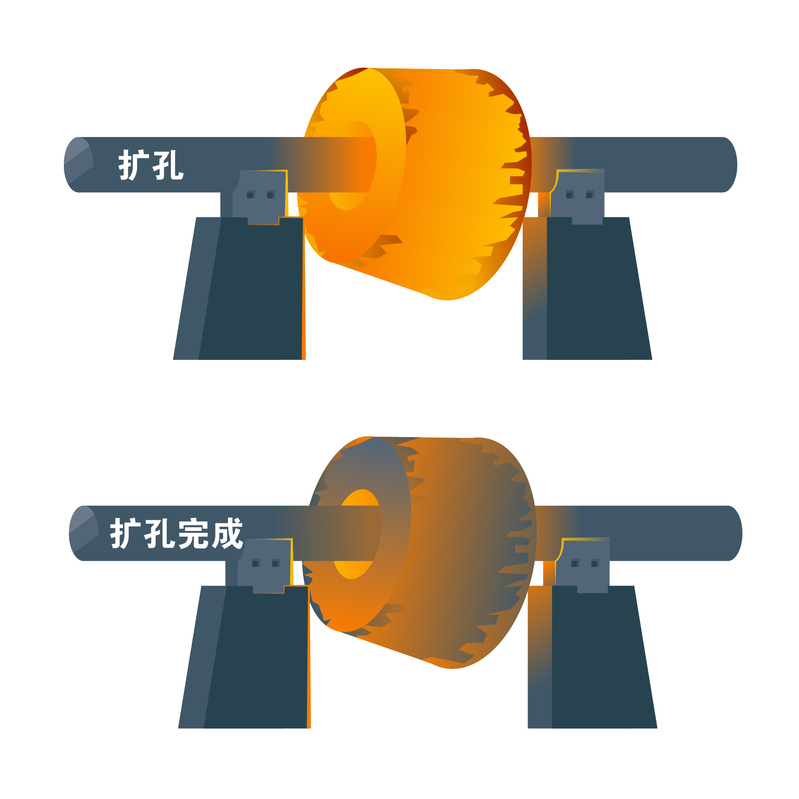
厚壁变截面空心筒体的实际锻造过程二。
【计算机模拟助力】
随着核电机组的增大及寿命的延长,压力容器和蒸发器锻件趋于一体化发展。一体化成形设计可减少焊缝,提高了压力容器安全性能的同时,减少了运行期间的在役检查工作量。
在第三代核电设备中,无论是压力容器顶盖还是蒸汽发生器水室封头都含有多个非向心的超长管嘴,如采用堆焊或焊接管座的方式,焊接难度和工作量均较大,焊接质量不容易控制。这类锻件属于异形复杂锻件,不仅形状复杂而且规格超大,近零件轮廓锻造难度大,采用完全覆盖的方式锻压又会造成严重的材料浪费。因此,对于锻造工序而言,在保证锻件质量的基础上,如何有效完成该类锻件近净成型是主要技术难点。
项目组通过计算机模拟,建立了控制压下量和旋转角度的配合关系,揭示相邻压下之间的变形关系,通过控制最大拉应变,防止材料开裂和折叠,有效保证了尺寸余量和内部质量满足要求。
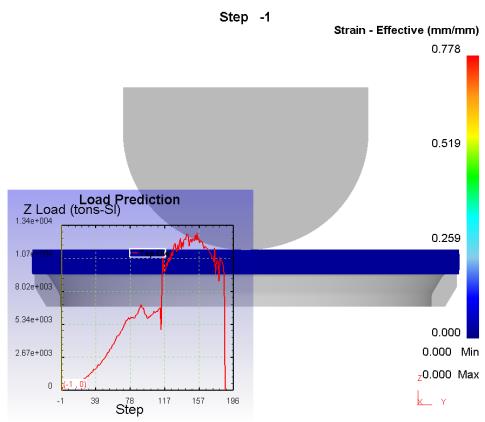
第一次压下前。
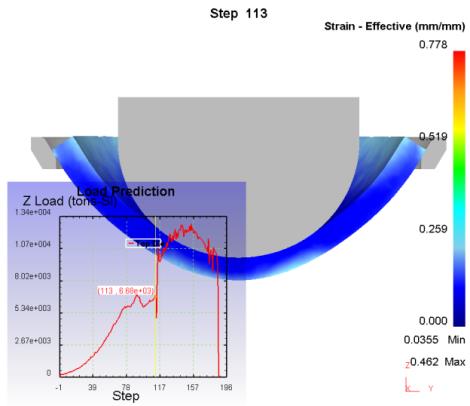
第一次压下后。(压力容器球形底封头一体化冲压成形模型。)
这一新技术在生产实践中得到了应用,不仅节省了生产周期,还节约了生产成本。
CAP1000过渡段一体化底封头深度为2750毫米,无法按普通球面封头成型方式得到,而且底封头锻件板坯厚度达到380毫米,冲压时板坯刚度大,变形抗力极大,变形易不均匀成形难度大。为实现底封头与过渡段的一体化成形,确保一体化底封头锻件在各处均具有足够余量的基础上提高锻件仿形程度,减少锻件的整体余量,联合攻关小组创造性采用二次冲压成型技术完成超深球形封头的成形,打破封头深、常规冲压加工方式的局限性。调研结果显示,白龙CAP1000一体化制造的底封头减少了主环焊缝约1个月的焊接生产周期,其生产、焊材等成本节约100万元左右。
CAP1000压力容器一体化顶盖非堆芯区形状最复杂、制造难度最大的锻件,该锻件由过去球形顶盖和法兰两部分整体制造改为球形顶盖、法兰以及管嘴三部分整体制造。由于厚壁法兰、薄壁顶盖和球顶外部堆测接管管座的存在,整体顶盖锻件无法通过常规的自由锻造成形方式获得,开发上仿形砧和下模具碾压的仿形锻造,创造性地采用胎膜成型技术完成锻件的成型,实现了带堆测接管封头锻件的净尺寸仿形成型,达到国际先进水平。
这一技术创新项目的实施,实现了大型压水堆核电核岛主设备的国产化,解决了核电超大型锻件及核岛主设备产品依赖进口并受制于人的难题,特别是一体化整体设计与制造技术的应用,节省了大量外汇,显著降低了核电主设备建造费用及核电站工程投资,社会效益明显。
同时,也提高了我国核电主设备的制造技术水平, 改变了我国过去核电主要大锻件长期依赖进口,推动了我国核电大锻件及产品研制能力和产业化能力达到世界先进水平。它不仅是我国实施“一带一路”倡议、发展高端制造业的一张国家“名片”,更是对世界核电技术的创新做出了巨大贡献。
更为重要的是,项目中形成的大型容器锻件产品的热制造技术体系,对于其他核电堆型及民用化工、军工等行业领域的大型锻件一体化设计和制造有着借鉴意义。通过减少焊缝量、中间热处理及无损探伤等方式,以及一体化设计进一步提高异形锻件产品的安全性。
制图:仲昭宇
 我也说两句
我也说两句































































 沪公网安备 31010602000361号
沪公网安备 31010602000361号



